

Altkvalita CNC-Prembremso-Fabrikado
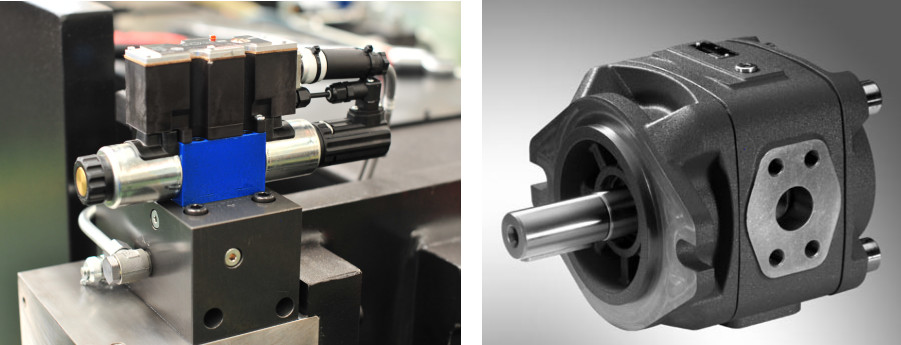
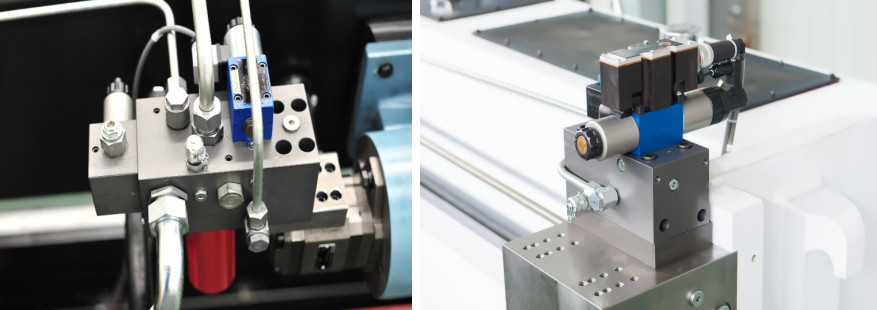
1. Elektro-hidraŭlika sistemo estas adoptita por kontroli duoblajn cilindrojn por atingi altan sinkronigitan stiran precizecon, altan fleksan precizecon kaj repoziciigan precizecon.
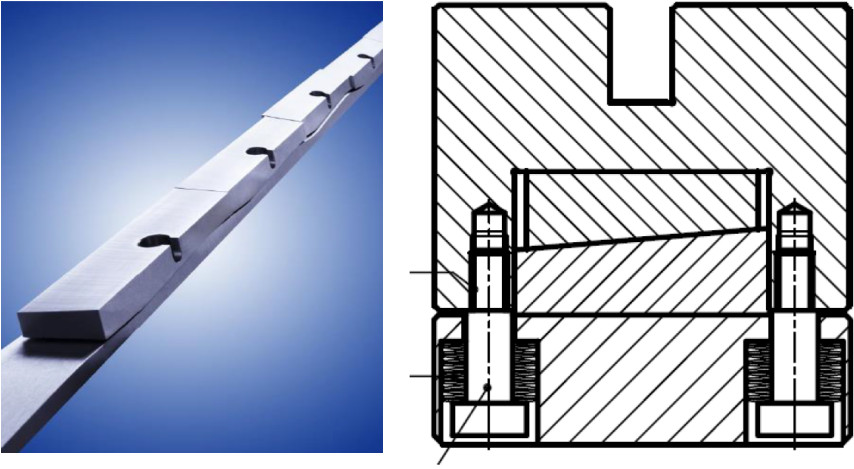
2. La mekanika dekliniĝa aŭtomata kompenssistemo estas adoptita por solvi la influon de la deformado de la glitŝlosilo dum la fleksadprocezo sur la kvalito de la laborpeco. La kvanto de kompenso estas aŭtomate alĝustigita per la CNC-sistemo por faciligi precizecon.
(1) La maŝino estas kompensata per dudirekta alĝustiga strukturo, kiu povas kontentigi la kompenson de la transversa kaj longituda direkto de la maŝino.
(2) La densa punkta kompensmetodo estas adoptita por pliprecizigi la fleksan precizecon.
(3) la fleksado de la sama platdikeco materiala kompenso post kiam ĝi estas en la loko, malsama ol la hidraŭlika kompenso kaj la tien-reen movado de la strukturo, mekanika kompenso multe reduktas la lacecdeformadon de la maŝinila laborejo, plibonigante ĝian servodaŭron;
(4) Uzu specialan reduktilon kaj altprecizan potenciometron por precize kontroli la precizecon de kompenso.
(5) Malsame ol la tri-plata strukturo de hidraŭlike kompensanta labortablo, ĉi tiu aparato adoptas unu-platan labortablan dezajnon, kiu povas efike malhelpi interferon en fleksado de la laborpeco.
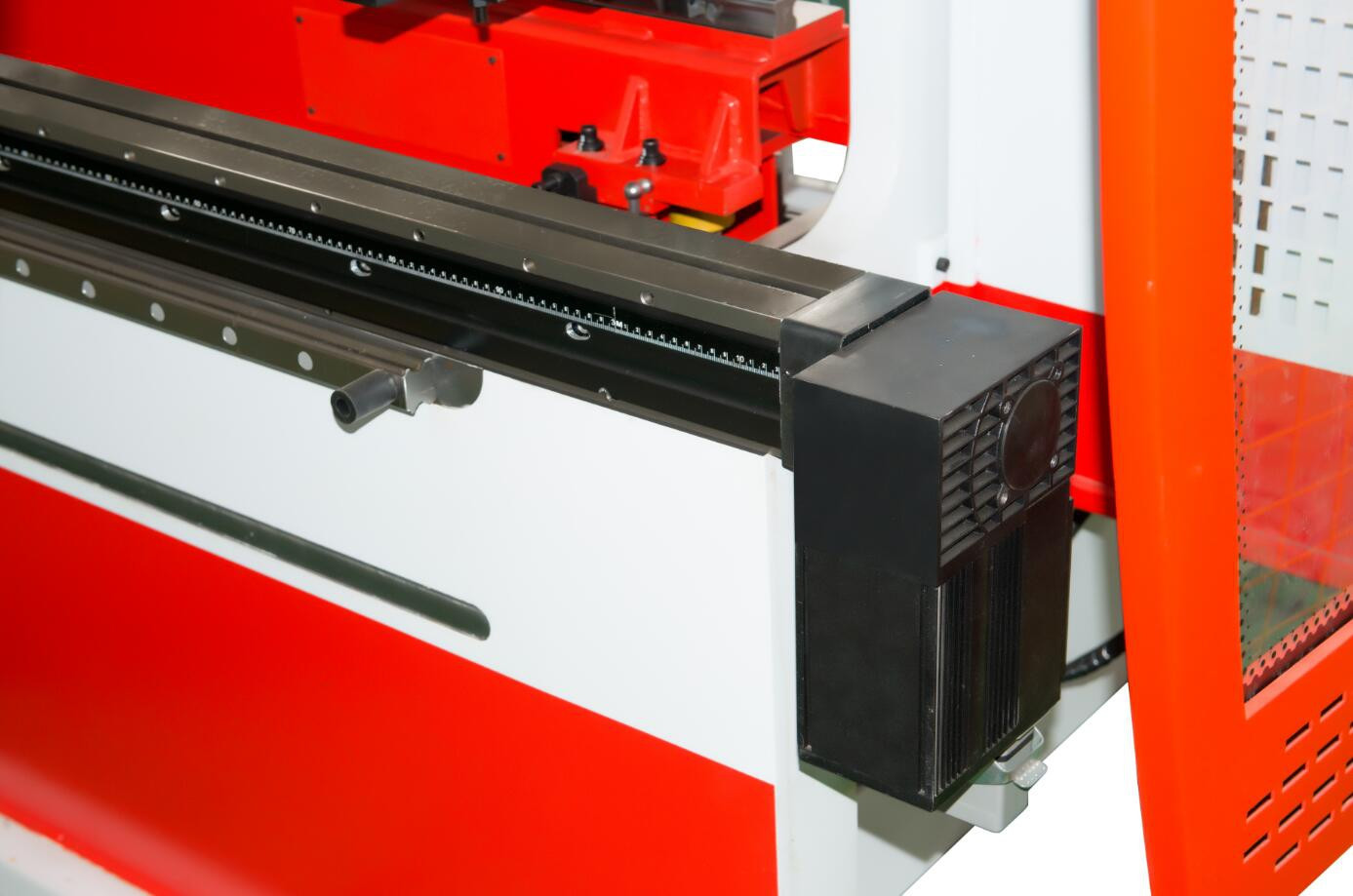
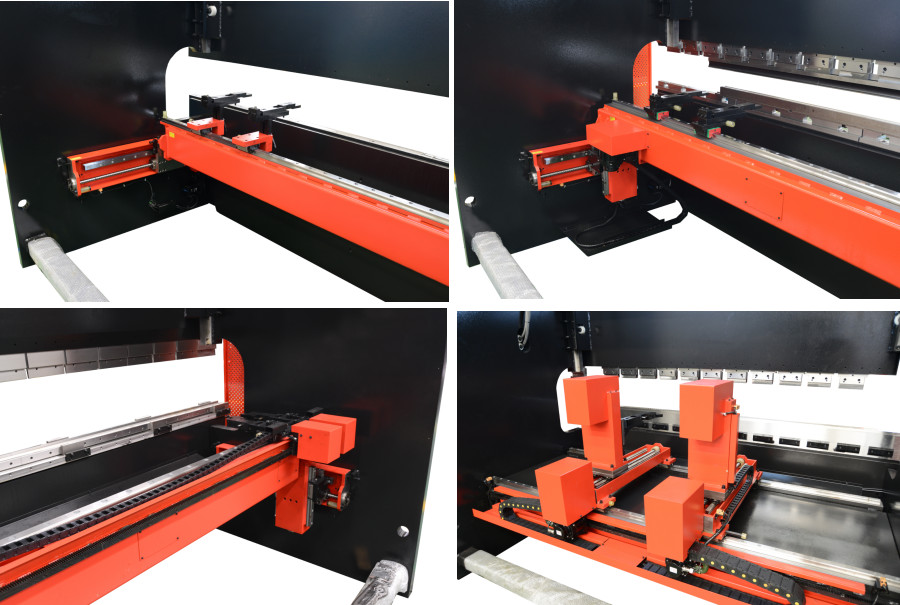
3. Multfunkcia malantaŭa mezurilo, kiu povas esti vastigita en 6 aksojn, t.e., aksoj X1 kaj X2 por antaŭen kaj reen, aksoj R1 kaj R2 por supren kaj malsupren kaj Z1 kaj Z2 por maldekstren kaj dekstren. La fleksado de la laborpeco povas esti realigita flekseble.
4. La kadro estas kunmetita en unu fojo post veldado, ĝi estas prilaborita per CNC-pentaedra prilaborcentro, certigante la rigidecon kaj prilaboran precizecon de la kadro.
5. Integra hidraŭlika stirsistemo malpliigas la dukton, tiel evitas oleelfluon kaj plibonigas la stabilecon de la funkciado, ankaŭ la aspekto de la maŝino estas plibeligita.

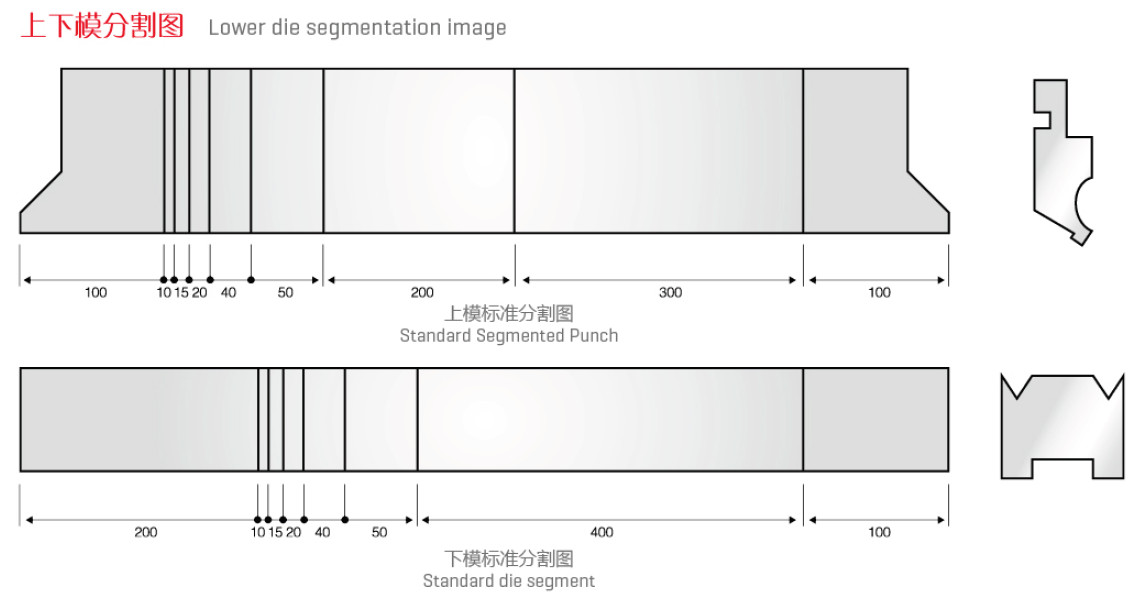
6. Segmentita stampilo povas esti kombinita kun certa longo laŭ la fleksaj postuloj de speciala laborpeco.
7. Hidraŭlika stampilo aŭtomata fiksado aŭ mekanika rapida fiksado povas esti ekipitaj kiel opcio por redukti la laborkvanton kaj plibonigi laborefikecon.

8. La CNC-sistemo uzas la CNC-sistemon Delem. Ĉi tiu CNC-sistemo estas ekipita per la plej nova elektronika cirkvito, vera kolora TFT-ekrano kun alta distingivo kaj plurlingva menuo. Ĝi estas bonega kontrola sistemo por fleksmaŝinoj internacie.
9. La C-tipa gorĝa kompensilo estas instalita sub la gorĝo de la maŝinilo, kiu estas konektita kun la detektilo. La malgranda deformo de la fleksa forto ne influos la mezurprecizecon de la sistemo, kaj la fleksa precizeco de ajna dikeco kaj ajna materiala plato povas esti certigita.
10. Antaŭa subtenanto kaj tegaĵgvidilo faciligas la movadon


Delem DA66T CNC-kontrola sistemo kun internacie altnivela
1. Plena operaciumo WINDOWS®, povas realigi tujan maŝinan malŝalton;
2. Elekto de plurlingvoj kun oportuna operacio;
3. Moda aspekto-dezajno kun homorientita operacio;
4. Inteligenta modulstrukturo, la sistemo povas esti etendita en 24 aksojn;
5. 17 "TFT verakolora LCD-ekrano, 2D grafika programado;
6. Enkonstruita PLC por redukti cirkvitan dezajnon kaj pliigi fidindecon;
7. USB-musa konektilo, klavara konektilo;

8. Aŭtomata akumulado de maŝina labortempo kaj flekstempoj;
9. Aŭtomata kompilo kaj fleksa simulado de la fleksa proceduro;
10. Senzomu la aspekton de la maŝino, ilo kaj laborpeco je proporcio de 1:1:1 kun grafika formato;
11. Ciferecaj, grafikaj kaj aliaj rimedoj de programi premŝlosilojn, plataj premŝlosiloj, grandaj arkaj premŝlosiloj, mult-V-kanelaj muldiloj, variaj V-kanelaj muldiloj;
12, datumbazo por aŭtomata angula korekto, memlernebla tabelo pri fleksa toleremo kaj ĉiudirekta kolizia detekto-funkcio, forigas rubproduktojn;
13. Sistemo de alarmo pri eraroj por eviti misfunkciadon;
14. Memorkapacito 1G
15. Malproksima diagnozo;
16. Maŝina speciala analiza programaro, realtempa monitorado;
17. Speciala eksterreta programado povas redukti programan tempon kaj pliigi efikecon;
18. enigita dosier-administra sistemo, tekstredaktilo;
19. Tandema operacio;
20. La operacia panelo estas ekipita per krizhaltigo, mana movanta glitilo kaj ergonomia perspektivo.
T-3500TCNC-sistemo
1 Uzu realtempan operaciumon WINDOWS, povas realigi la tujan malŝalton;
2 specoj de lingvaj opcioj, agordeblaj al la angla interfaco, facile uzeblaj;
3 mododezajno, facile funkciigebla, reflektas la homorientitan;
4 normaj kvaraksaj, aldonaj moduloj, subtenas ĝis ses aksojn;
5.10 "TFT vera kolora ekrano, LCD tuŝekrano, plurtuŝa, dudimensia grafika programado, 3D ekrano;
6 enkonstruita PLC-funkcio, reduktas la cirkvitan dezajnon, pliigas la fidindecon;
7. USB-musinterfaco, klavara interfaco;
8 aŭtomataj laborhoroj kaj flekstempoj;
9, cifereca kaj 2D grafikaĵo plena tuŝprogramado, 3D vido de fleksprocezo, aŭtomata kompilado kaj flekssimulado de fleksprocezo;
10. Maŝinformo, muldilo kaj laborpeco estas libere zomitaj je 1:1:1 laŭ grafikaĵoj.

11, ciferecaj, grafikaj kaj aliaj rimedoj de programi premŝlosilojn, plataj premŝlosiloj, grandaj cirklaj arkaj premŝlosiloj, mult-V-kanelaj muldiloj, variaj V-kanelaj muldiloj;
12. Sistemo de alarmo pri eraroj por eviti misfunkciadon;
13. Memorkapacito 1G
14. Maŝina speciala analiza programaro, realtempa monitorado;
15. enigita dosier-administra sistemo, tekstredaktilo;
16. Tandema operacio;
17. La operacia panelo estas ekipita per krizhaltigo, mana movanta glitilo kaj ergonomia perspektivo.
CNC-Prembremso; CNC-prembremso; CNC-prembremsomaŝino; CNC-hidraŭlika premilo bremso; CNC-prembremso vendota; CNC-bremso; hidraŭlika ladbremso; CNC-hidraŭlika premilo bremsomaŝino; CNC-ladbremso akra premilo bremso vendota; CNC-metala bremso; premilo bremsomaŝino; CNC-hidraŭlika premilo bremso fleksmaŝino; Hidraŭlika premilo bremsomaŝino
Holanda DELEM DA52 CNC-Sistemo
1 Uzu realtempan operaciumon WINDOWS, povas realigi la tujan malŝalton
2. Elekto de plurlingvoj kun oportuna operacio;
3. Moda aspekto-dezajno kun homorientita operacio;
4. Inteligenta modula strukturo, la sistemo povas etendi la 4 aksojn flekseble
5. 7-cola TFT LCD-ekrano;
6. Enkonstruita PLC por redukti cirkvitan dezajnon kaj pliigi fidindecon;
7. USB-muspordo, klavarpordo, RS232-pordo, sekureca PLC-pordo;
8. Aŭtomata akumulado de maŝina labortempo kaj flekstempoj;
9. Cifereca programado;
10. Cifereca reĝimo de ŝimo-programado;
11. La datumbazo por aŭtomata angula korekto;
12, sistemo de averto pri eraroj por malhelpi misfunkciadon;
13, la memorkapacito estas 64M;
14, speciala analiza programaro, realtempa monitorado;
15, Tandema operacio;
16, la operacia panelo estas ekipita per urĝa haltigo.

Holanda DELEM DA53 CNC-Sistemo
1 Uzu la operaciumon DELEM-LINUX, povas realigi la tujan malŝalton
2. Elekto de plurlingvoj kun oportuna operacio;
3. Moda aspekto-dezajno kun homorientita operacio;
4. Inteligenta modula strukturo, la sistemo povas etendi la 4 aksojn flekseble
5. 10-cola TFT LCD-ekrano;
6. Enkonstruita PLC por redukti cirkvitan dezajnon kaj pliigi fidindecon;
7. USB-muspordo, klavarpordo, RS232-pordo, sekureca PLC-pordo;
8. Aŭtomata akumulado de maŝina labortempo kaj flekstempoj;
9. Cifereca tuŝa programado;
10. Cifereca reĝimo de ŝimo-programado;
11. La datumbazo por aŭtomata angula korekto;
12, sistemo de averto pri eraroj por malhelpi misfunkciadon;
13, la memorkapacito estas 64M;
14, speciala analiza programaro, realtempa monitorado;
15. Enkonstruita dosieradministra sistemo, tekstredaktilo
16, Tandema operacio;
17, la operacia panelo estas ekipita per urĝa haltigo.

| Ne. | Priskribo | Kvanto | Rimarko |
| 1 | Operaciaj Dosieroj | Unu aro | |
| 2 | Interna Sesangula Ŝraŭbingilo | Unu aro | |
| 3 | Graspafilo | Unu ne. | |
| 4 | Terkonektila Bolto | Unu aro | |
| 5 | Alĝustiga Bolto | Unu aro | |
| 6 | Pieda Kontrolo | Unu ne. | |
| 7 | Norma Ilaro | Unu aro |
1. Hidraŭlika oleo: importita VG46# kontraŭeluziĝa hidraŭlika oleo; kaj la bezonata oleomaso dependas de la maŝina specifo;
2. Potenco: 380V, 50Hz, tensiofluktuo 10%--5%
3. Ĉirkaŭa temperaturo: 0°C - +40°C
4. Media humideco: relativa humideco 20-80% RH (ne-kondensanta)
5. Tenu for de forta vibrofonto kaj elektromagneta interfero
6. Malmulte da polvo, neniu damaĝa aŭ koroda gaso
7. Preparu la fundamenton laŭ la fundamenta desegnaĵo
8. Elektu relativan personaron kun certa edukado por longdaŭra aranĝo kiel maŝinfunkciigisto.
| Ne. | Priskribo | Kvanto | Rimarko |
| 1 | Operaciaj Dosieroj | Unu aro | |
| 2 | Interna Sesangula Ŝraŭbingilo | Unu aro | |
| 3 | Graspafilo | Unu ne. | |
| 4 | Terkonektila Bolto | Unu aro | |
| 5 | Alĝustiga Bolto | Unu aro | |
| 6 | Pieda Kontrolo | Unu ne. | |
| 7 | Norma Ilaro | Unu aro |
60T
| Specifo | Unuo | PR9 060/2550 | |
| Maks. Fleksforto | KN | 600 | |
| Maks. Fleksanta Longo | mm | 2550 | |
| Kolumna Distanco | mm | 2150 | |
| Gorĝa Profundo | mm | 350 | |
| Virŝafa Bato | mm | 215 | |
| Fermita Alteco | mm | 530 | |
| Proksimiĝanta Rapido | mm/s | 200 | |
| Labora Rapido | mm/s | 18 | |
| Revena Rapido | mm/s | 200 | |
| Ĉefa Motora Potenco | Kw | 7.5 | |
| CNC-Sistemo | CNC-sistemo Holland Delem DA66T aŭ DA52S aŭ DA53T aŭ T-3500T, kiu regas aksojn Y1, Y2, X, R, Z1, Z2 kaj mekanikan kronadon. | ||
| Kapacito de la oleotanko | L | 300 | |
| X Akso | Precizeco | mm | ±0.1 |
| Apopleksio | mm | 500 | |
| Rapido | mm/s | 400 | |
| Potenco | Kw | 0.85 | |
| R Akso | Precizeco | mm | ±0.1 |
| Apopleksio | mm | 200 | |
| Rapido | mm/s | 200 | |
| Potenco | Kw | 0.85 | |
| Z1, Z2 Akso | Precizeco | mm | ±0.1 |
| Apopleksio | mm | 1250 | |
| Rapido | mm/s | 1200 | |
| Potenco | Kw | 0.75 | |
| Skiza Dimensio | Longo | mm | 3400 |
| Larĝo | mm | 1400 | |
| Alto | mm | 2510 | |
100T
| Specifo | Unuo | PR9 100/3100 | PR9 100/4100 | |
| Maks. Fleksforto | KN | 1000 | 1000 | |
| Maks. Fleksanta Longo | mm | 3100 | 4100 | |
| Kolumna Distanco | mm | 2700 | 3700 | |
| Gorĝa Profundo | mm | 420 | 420 | |
| Virŝafa Bato | mm | 265 | 265 | |
| Fermita Alteco | mm | 530 | 530 | |
| Proksimiĝanta Rapido | mm/s | 220 | 220 | |
| Labora Rapido | mm/s | 17 | 13 | |
| Revena Rapido | mm/s | 220 | 150 | |
| Ĉefa Motora Potenco | Kw | 15 | 11 | |
| CNC-Sistemo | CNC-sistemo Holland Delem DA66T aŭ DA52S aŭ DA53T aŭ T-3500T, kiu regas aksojn Y1, Y2, X, R, Z1, Z2 kaj mekanikan kronadon. | |||
| Kapacito de la oleotanko | L | 350 | 500 | |
| X Akso | Precizeco | mm | ±0.1 | ±0.1 |
| Apopleksio | mm | 500 | 500 | |
| Rapido | mm/s | 400 | 400 | |
| Potenco | Kw | 0.85 | 0.85 | |
| R Akso | Precizeco | mm | ±0.1 | ±0.1 |
| Apopleksio | mm | 200 | 200 | |
| Rapido | mm/s | 200 | 200 | |
| Potenco | Kw | 0.85 | 0.85 | |
| Z1, Z2 Akso | Precizeco | mm | ±0.1 | ±0.1 |
| Apopleksio | mm | 1850 | 2800 | |
| Rapido | mm/s | 1200 | 1200 | |
| Potenco | Kw | 0.75 | 0.75 | |
| Skiza Dimensio | Longo | mm | 3450 | 4450 |
| Larĝo | mm | 1600 | 1600 | |
| Alto | mm | 2750 | 2710 | |
150T
| Specifo | Unuo | PR9 150/3100 | PR9 150/4100 | |
| Maks. Fleksforto | KN | 1500 | 1500 | |
| Maks. Fleksanta Longo | mm | 3100 | 4100 | |
| Kolumna Distanco | mm | 2700 | 3700 | |
| Gorĝa Profundo | mm | 420 | 420 | |
| Virŝafa Bato | mm | 265 | 265 | |
| Fermita Alteco | mm | 530 | 530 | |
| Proksimiĝanta Rapido | mm/s | 180 | 180 | |
| Labora Rapido | mm/s | 11 | 11 | |
| Revena Rapido | mm/s | 150 | 150 | |
| Ĉefa Motora Potenco | Kw | 15 | 15 | |
| CNC-Sistemo | CNC-sistemo Holland Delem DA66T aŭ DA52S aŭ DA53T aŭ T-3500T kontrolanta X, Y1, Y2, R, Z1, Z2-aksojn kaj mekanikan kronadon. | |||
| Kapacito de la oleotanko | L | 440 | 600 | |
| Nombro de Oleujo | ne. | 3 | 4 | |
| X Akso | Precizeco | mm | ±0.10 | ±0.1 |
| Apopleksio | mm | 500 | 500 | |
| Rapido | mm | 500 | 400 | |
| Potenco | kw | 0.85 | 0.85 | |
| R Akso | Precizeco | mm | ±0.10 | ±0.1 |
| Apopleksio | mm | 200 | 200 | |
| Rapido | mm | 200 | 200 | |
| Potenco | kw | 0.85 | 0.85 | |
| Z1, Z2 Akso | Precizeco | mm | ±0.10 | ±0.1 |
| Rapido | mm | 1200 | 1200 | |
| Apopleksio | mm | 1850 | 2800 | |
| Potenco | kw | 0.75 | 0.75 | |
| Skiza Dimensio | Longo | mm | 3470 | 4470 |
| Larĝo | mm | 1720 | 1720 | |
| Alto | mm | 2700 | 2710 | |
PR9 060
| Ne. | Nomo | Modelo | Marko | |
| 1 | CNC-Sistemo | DA66T/T-3500T/DA52S aŭ DA53T CNC-Sistemo | Holando DELEM | |
| 2 | Servomotoro | ECMA-E21315RS/SGM7G-09AFC61 | DELTA AŬ JASAKAVA | |
| 3 | Servoŝoforo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA AŬ JASAKAVA | |
| 4 | Hidraŭlika Sistemo | Elektro-hidraŭlika sistemo | Germanio Bosch-Rexroth aŭ Germanio HOERBIGER | |
| Sinkronigado kontrolanta asembleon | a. premvalvo | |||
| b. aktiva valvo | ||||
| c. proporcia servovalvo ktp. | ||||
| Hidraŭlika stira asembleo | a. kartoĉa valvo | |||
| b. proporcia premvalvo | ||||
| c. selektilo-valvo | ||||
| d. proporcia malkunprema valvo | ||||
| ekz. premvalvo ktp. | ||||
| 5 | Lineara stirvojo | 35A---760L AŬ 35E-760L | THK AŬ PMI | |
| 6 | Pilkŝraŭbo | 25/20-1000L aŭ R25/20-880/1000 | THK AŬ PMI | |
| 7 | Olepumpilo | PGH3-2X/016RE071VU2 | Germanio Rexroth | |
| 8 | Kompleta aro de sigela ringo en olea cilindro | Usono PARKER | Usono PARKER | |
| 9 | Kompleta aro de altprema dukto | 1.GE16 ZSR 3/4EDCF | Usona PARKER、EO-2 tubjunto aŭ germana VOSS tubjunto | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF ktp. | ||||
| 10 | Kuplado | R38 25/42 | Germanio KTR | |
| 11 | AC-kontaktoro | LC1-D1810B7、LC1-D0910B7N ktp. | Schneider | |
| 12 | Proksimecŝaltilo | TP-SM5P2 ktp. | TENDI | |
| 13 | Fina plumbo | UK2.5B、UK10N ktp. | Fenikso | |
| 14 | Butono | XB2-BVB3LC ktp. | Schneider | |
| 15 | Pentraĵo | Nederlando SIKKENS | ||
| 16 | Kronado | Nacia marko (normo) | SREE/UNIO | |
| 17 | Kronado | Importita (opcio) | VILAO | |
| 18 | Fronta subtenanto | normo | JFY | |
PR9 100
| Ne. | Nomo | Modelo | Marko | |
| 1 | CNC-Sistemo | DA66T aŭ DA52S aŭ DA53T aŭ T-3500T CNC-Sistemo | Holando DELEM | |
| 2 | Servomotoro | ECMA-E21315RS/SGM7G-09AFC61 | DELTA AŬ JASAKAVA | |
| 3 | Servoŝoforo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA AŬ JASAKAVA | |
| 4 | Hidraŭlika Sistemo | Elektro-hidraŭlika sistemo | Germanio Bosch-Rexroth aŭ Germanio HOERBIGER | |
| Sinkronigado kontrolanta asembleon | a. premvalvo | |||
| b. aktiva valvo | ||||
| c. proporcia servovalvo ktp. | ||||
| Hidraŭlika stira asembleo | a. kartoĉa valvo | |||
| b. proporcia premvalvo | ||||
| c. selektilo-valvo | ||||
| d. proporcia malkunprema valvo | ||||
| ekz. premvalvo ktp. | ||||
| 5 | Lineara stirvojo | 35A-760L AŬ 35E-760L | THK AŬ PMI | |
| 6 | Pilkŝraŭbo | 20/25-880/1000 AŬ R25/20-880/1000 | THK AŬ PMI | |
| 7 | Olepumpilo | PGH4-3X/032RE071VU2 | Germanio Rexroth | |
| IPVAP5-32 | Germanio VOITH | |||
| HQI3-32 | Germanio Eckerle | |||
| 8 | Kompleta aro de sigela ringo en olea cilindro | Usono PARKER | Usono PARKER | |
| 9 | Kompleta aro de altprema dukto | 1.GE16 ZSR 3/4EDCF | Usona PARKER、EO-2 tubjunto aŭ germana VOSS tubjunto | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF ktp. | ||||
| 10 | Kuplado | R38 25/42 | Germanio KTR | |
| 11 | AC-kontaktoro | LC1-D1810B7、LC1-D0910B7N ktp. | Schneider | |
| 12 | Proksimecŝaltilo | TP-SM5P2 ktp. | TENDI | |
| 13 | Fina plumbo | UK2.5B、UK10N ktp. | Fenikso | |
| 14 | Butono | XB2-BVB3LC ktp. | Schneider | |
| 15 | Pentraĵo | KAILEDI | ||
| 16 | Kronado | Nacia marko (normo) | SREE/UNIO | |
| 17 | Kronado | Importita (opcio) | VILAO | |
| 18 | Fronta subtenanto | normo | JFY | |
PR9 150
| Ne. | Nomo | Modelo | Marko | |
| 1 | CNC-Sistemo | DA66T aŭ DA52S aŭ DA53T aŭ T-3500T CNC-Sistemo | Holando DELEM | |
| 2 | Servomotoro | ECMA-E21315RS/SGM7G-09AFC61 | DELTA AŬ JASAKAVA | |
| 3 | Servoŝoforo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA AŬ JASAKAVA | |
| 4 | Hidraŭlika Sistemo | Elektro-hidraŭlika sistemo | Germanio Bosch-Rexroth | |
| Sinkronigado kontrolanta asembleon | a. premvalvo | |||
| b. aktiva valvo | ||||
| c. proporcia servovalvo ktp. | ||||
| Hidraŭlika stira asembleo | a. kartoĉa valvo | |||
| b. proporcia premvalvo | ||||
| c. selektilo-valvo | ||||
| d. proporcia malkunprema valvo | ||||
| ekz. premvalvo ktp. | ||||
| 5 | Lineara stirvojo | 35A-760L AŬ 35E-760L | THK AŬ PMI | |
| 6 | Pilkŝraŭbo | 20/25-880/1000 AŬ R25/20-880/1000 | THK AŬ PMI | |
| 7 | Olepumpilo | PGH4-3X/032RE071VU2 | Germanio Rexroth | |
| IPVAP5-32 | Germanio VOITH | |||
| HQI3-32 | Germanio Eckerle | |||
| 8 | Kompleta aro de sigela ringo en olea cilindro | Usono PARKER | Usono PARKER | |
| 9 | Kompleta aro de altprema dukto | 1.GE16 ZSR 3/4EDCF | Usona PARKER、EO-2 tubjunto aŭ germana VOSS tubjunto | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF ktp. | ||||
| 10 | Kuplado | R38 25/42 | Germanio KTR | |
| 11 | AC-kontaktoro | LC1-D1810B7、LC1-D0910B7N ktp. | Schneider | |
| 12 | Proksimecŝaltilo | TP-SM5P2 ktp. | TENDI | |
| 13 | Fina plumbo | UK2.5B、UK10N ktp. | Fenikso | |
| 14 | Butono | XB2-BVB3LC ktp. | Schneider | |
| 15 | Pentraĵo | KAILEDI | ||
| 16 | Kronado | Nacia marko (normo) | SREE/UNIO | |
| 17 | Kronado | Importita (opcio) | VILAO | |
| 18 | Fronta subtenanto | normo | JFY | |
CNC-Prembremso; CNC-prembremso; CNC-prembremsomaŝino; CNC-hidraŭlika premilo bremso; CNC-prembremso vendota; CNC-bremso; hidraŭlika ladbremso; CNC-hidraŭlika premilo bremsomaŝino; CNC-ladbremso akra premilo bremso vendota; CNC-metala bremso; premilo bremsomaŝino; CNC-hidraŭlika premilo bremso fleksmaŝino; Hidraŭlika premilo bremsomaŝino
